Eldim – Laser Percussion Drilling #SWI1998
Laser materials processing is well accepted in the industry. Most important applications are cutting, welding and marking. Drilling is a niche application. Only 2% of the system sold is used for drilling.
In the gas turbine manufacturing, laser percussion drilling is used to drill film cooling holes. The typical hole diameter is 0.5 to 1.0 mm and the typical hole depth is 3 to 10 mm. Drilling angles are 90 to 15 degrees to the surface. Gas turbine components are made of superalloys. These materials are very hard to machine by conventional technologies. Hole drilling with mechanical drills is impossible.
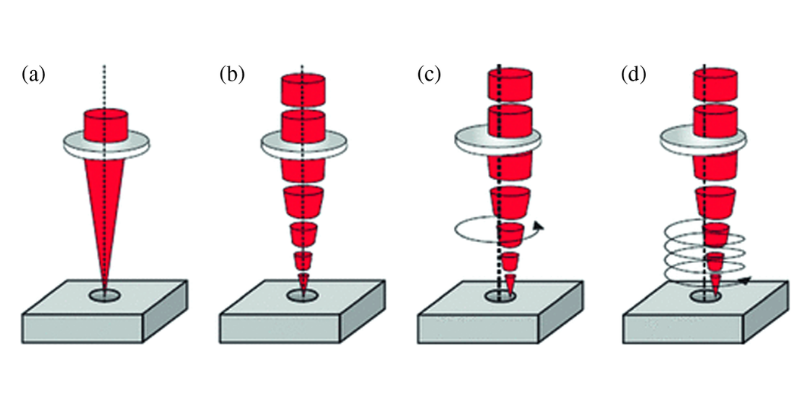
In percussion drilling, holes are drilled by multiple shots. The hole diameter is proportional to the diameter of the focused beam.
Alternative drilling processes, spark erosion drilling and laser trepanning drilling. Percussion drilling is by far the fastest process. However, it suffers from quality.
The main quality aspects are:
- Tapering; a decrease of hole diameter with depth.
- Recast layer; re-solidified material at the wall of the hole.
- Bellow shape; the local increase of hole diameter (see figure).
There is a lot of experimental information on laser percussion drilling. There is a limited amount of literature dealing with the theoretical physical aspects of laser percussion drilling.
So far all applications with laser percussion drilling are based on experiments using a laser, which are not specially designed for drilling. These lasers are:
- Pulsed Nd:YAG lasers
- Q-switched Nd:YAG lasers
- Q-switched doubled Nd:YAG lasers
- Copper vapour lasers
- Excimer lasers
The main conclusions, which can be based on the experimental results are:
- Tapering may be reduced by using a large depth of focus.
- Recast may be reduced by using high power densities
- Bellow shape may be reduced by using low power densities, short pulse lengths and short wavelengths.
The process of drilling
- At the start of the laser pulse, the solid material is absorbing the laser radiation. Absorption takes place in a thin top layer.
- Heat is conducted into the material.
- As temperature increases, the solid material may undergo one or more crystallographic phase transformations. The latent heat will be supplied by the laser radiation.
- As soon as the melting point is reached, heat will also be transported by convection.
- The material surface will become curved, as soon as evaporation starts.
- The vapour will affect the beam by:
– Attenuation
– Scattering
– Secondary emission - With increasing time depending on the power density, the vapour will become excited or even ionised.
The process depends on the material properties and on the laser beam characteristics: wavelength and intensity as a function of time and position.
Modelling of the laser percussion drilling
A mathematical – physical model is needed to get a better understanding of the process and to be able to select proper settings of the process parameters. A well-validated model will be used to define the specification of a better laser than the existing ones.
The major problem will be to handle the different phases and in particular the modelling of the interaction with the vapour phase. The vapour is not homogeneous and stochastic in its nature.